


Hallo Miteinander,
heute will ich einen Umbau vorstellen, aber ich werde für das Gelingen keine Gewährleistung geben.
Für die Münstertalbahn geradezu typisch sind die Esslinger Triebwagen. Ich konnte vor einiger Zeit ein Modell von Brekina kaufen. Ich war ganz happy, daß es nur 127,-€ kostete. Es war ein AC Modell mit eingebautem Multiprotokoll Decoder. Ich dachte: Kaufe beim Hersteller die Gleichstromradsätze, löte die Stromversorgung um und dann hast du ein tolles Modell zum guten Preis. Vier Wochen später war dann die „ Faszination Modellbahn“ in Mannheim. Dort wurden die Esslinger für 80.-€ direkt am Brekina- Stand verkauft. Aber alle waren AC. Gleichstromradsätze gab es nicht mehr. Jetzt war Improvisation angesagt. Der Esslinger von Brekina hat Radsätze mit 10,5mm Durchmesser und 1,5mm Achse. Ich habe von Tomschke ein Zehnerpack Radsätze mit 10,4mm, RP25, einseitig isoliert für Roco gekauft. Die Isolierbuchsen für 1,5mm Achsen gibt es bei Weinert Art. Nr. 9886. Natürlich sind die Weinert Buchsen im Aussendurchmesser zu klein für die Tomschke Räder. Also habe ich die unisolierten Radscheiben abgezogen und auf 2,6mm aufgebohrt. Weinert Buchse rein und dann die originale Brekina Achse eingedrückt. Das funktioniert einwandfrei. Aber leider habe ich Höhenschlag eingebaut. Der Triebwagen läuft wunderbar, schwankt aber wie ein Kamel. Trotzdem will ich hier meinen Umbau zum Besten geben. Eventuell habt Ihr ja eine genauere Maschine oder Ihr arbeitet einfach sorgfältiger.
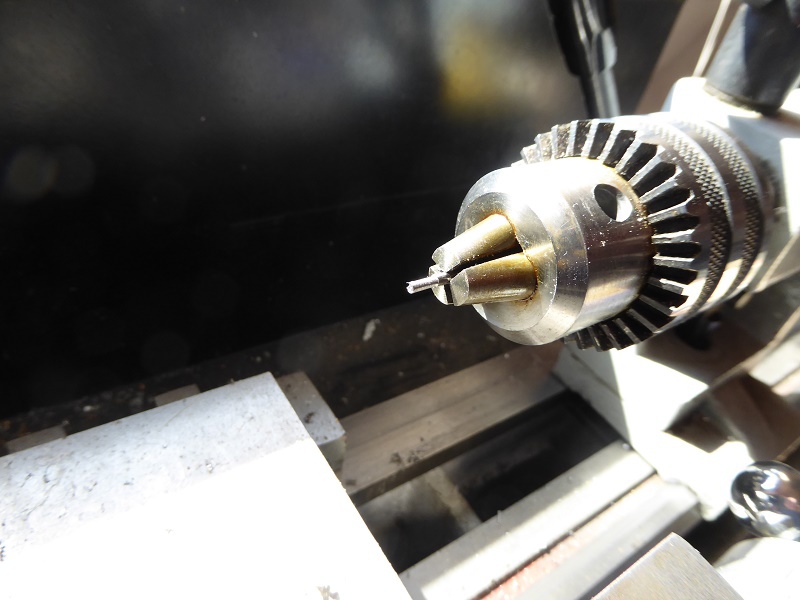
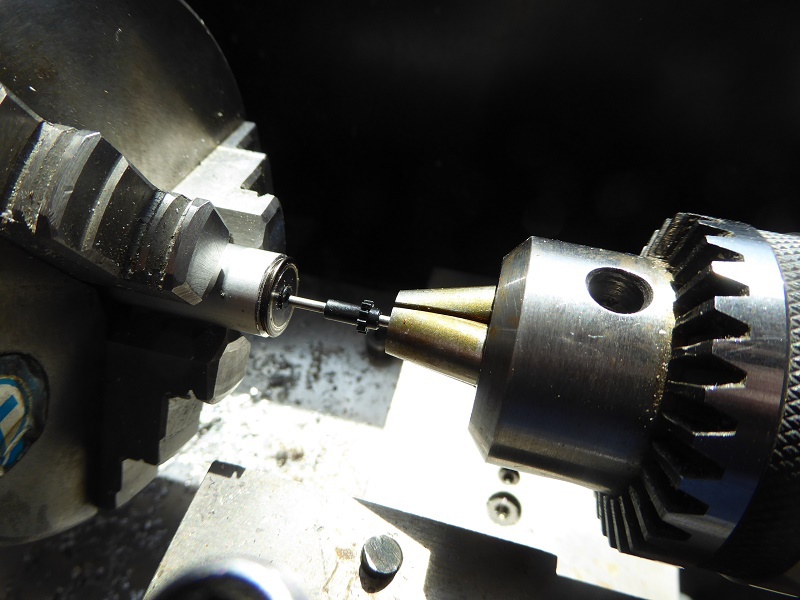
Radscheiben der Tomschke Radsätze mit Stößel im Reitstock und Gegenstück aus Einkaufswagen Münze abdrücken.


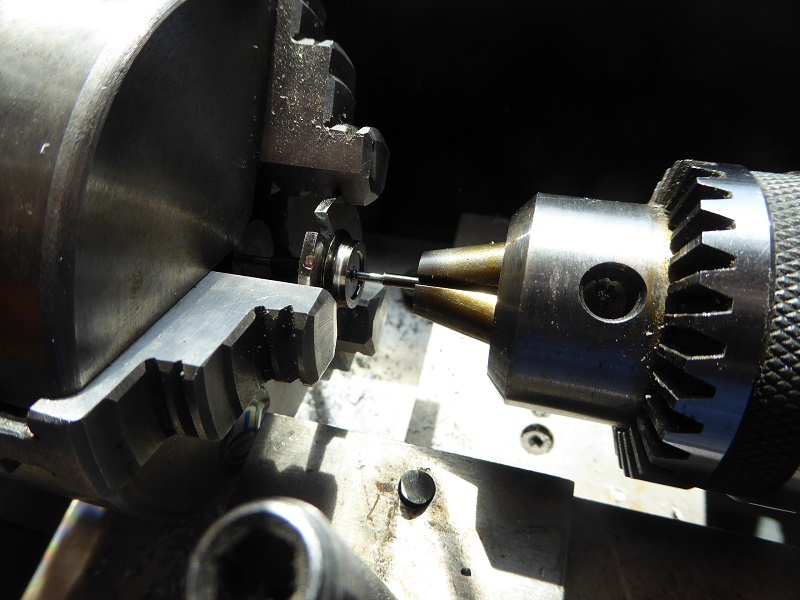
Da ich keine Spannzangen für die Drehmaschine habe, habe ich mit einem 10mm Fräser im Bohrfutter ein 12mm Alu Rundmaterial aus dem Baumarkt 1,5 mm tief ausgefräst und mit Feile und Schleifpapier aufgeweitet, daß die Radscheibe mit einem umgedrehten 10 mm Fräser stramm eingedrückt werden kann. Dazu die Maschine langsam laufen lassen und am Reitstock zustellen bis die Radscheibe rund läuft.


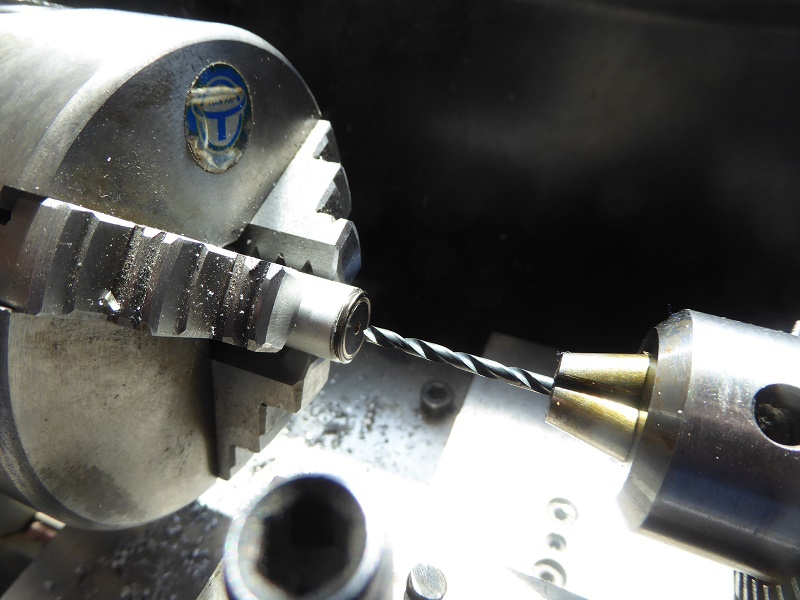
Dann die Radscheibe auf 2,6mm aufbohren
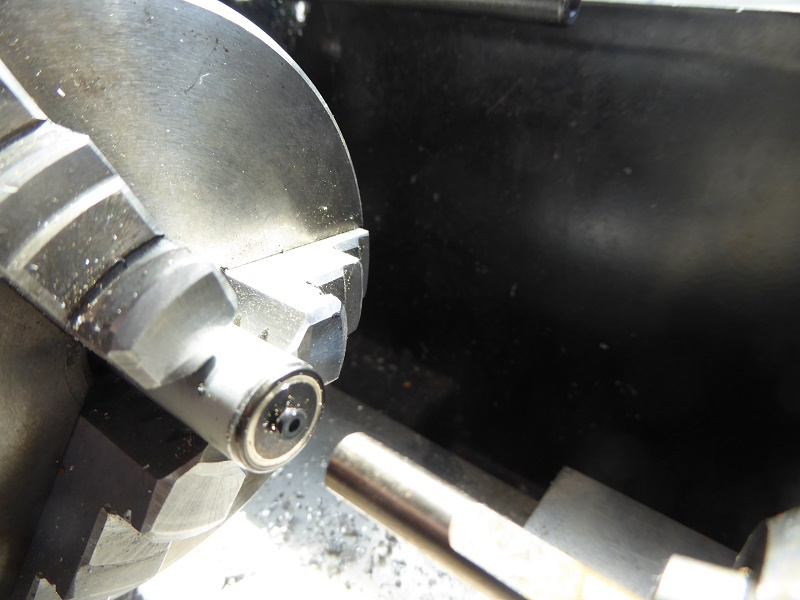
Die Buchse einsetzen und mit umgedrehten 6mm Fräser eindrücken
Die Brekina Welle, im Bohrfutter eingespannt, in die Buchse eindrücken, Bohrfutter öffnen und mit einem Keil ( ich habe einen Seitenschneider benutzt) die Radscheibe aus der Aufnahme austreiben.
Jetzt zweite Radscheibe anfertigen, wie oben
Vorbereitete Welle mit erster Radscheibe mittels umgedrehten 6mm Fräser eindrücken.

Radsatz Innenmaß auf 14,5 mm einstellen und Radsätze wieder einbauen.
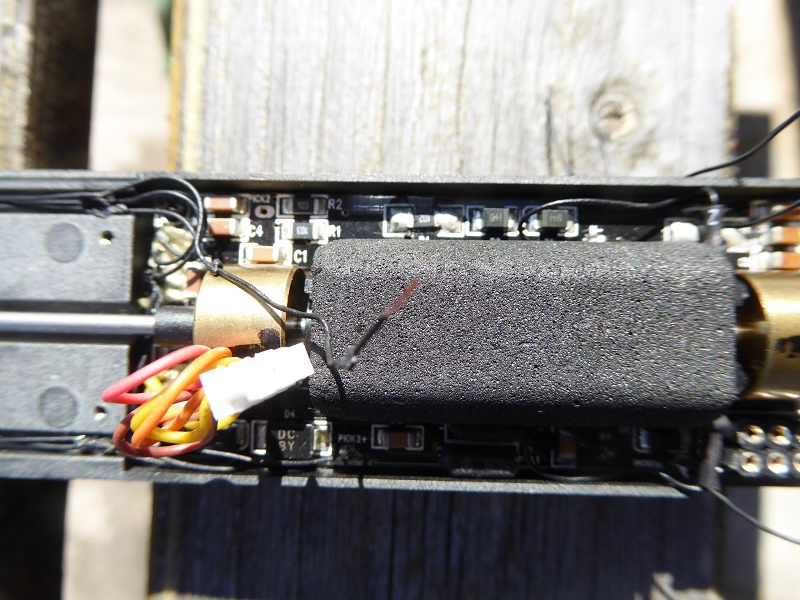
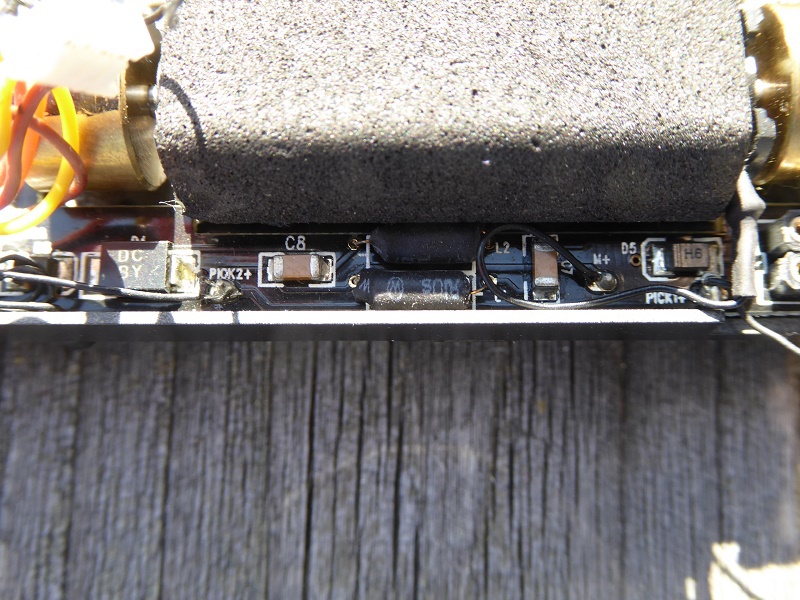
Um das Gehäuse des „Esslingers“ zu öffnen habe ich alte Kreditkarten über die Rastnasen gelegt und mit einem Drahthaken, durch die Öffnung der Kupplungskulisse, das Unterteil abgezogen. Ober- und Unterteil sitzen irre fest aufeinander. Dann die acht Schrauben entfernen und die Inneneinrichtung wegnehmen. Der Mittelschleifer wurde ja schon zum Achsenausbau entfernt. Jetzt muß das Kabel dazu auch abgelötet werden. Auf der Leiterplatte gibt es 4 Punkte, die wichtig sind: PICK 1- und PICK2-/ PICK1+ und PICK2+. Dort sind in der AC Version alle Radschleifer angelötet. PICK bedeutet vermutlich Pickup ( Stromabnehmer Drehgestell 1/ 2 , +/ - Pol). An PICK 1- ist der Mittelschleifer angelötet. Dieses Kabel entfällt ganz (ablöten). Dort wird das Kabel von Drehgestell 1 (-Pol) angelötet, nachdem es von PICK 1+ abgezwickt wurde. Dann das Kabel von Drehgestell 2 (-Pol) von PICK2+ abzwicken und an PICK2- (bisher noch nicht benutztes Lötpad) anlöten.

Die Inneneinrichtung aufschrauben und das Fahrzeug auf´s Progammiergleis.
Viel Spaß und Erfolg beim Umbau wünscht Euch
Johannes





